Table of Contents
Dual Extrusion Techniques for Superior Multi-Material Prints
Dual extrusion has grown from a niche idea into a reliable industrial tool, especially when teams know how to use it properly. For engineers and manufacturers, it answers a clear production question: how can you print complex parts faster, cut down on assemblies, and get better performance straight off the printer? Multi‑material printing can do this. But it only works well when the dual extrusion process is understood and carefully controlled. There’s no magic switch. Success usually comes down to solid process knowledge and careful setup, which is often where projects either work smoothly or run into trouble.
What’s pushing this forward is rising demand in Australia for high‑speed, high‑precision FDM systems built for real production work. Long lead times are something engineers are trying to avoid, whether they’re producing jigs, fixtures, tooling, or end‑use parts, and this pressure is probably familiar. Educators and advanced hobbyists also want dependable machines that teach real‑world skills and deliver industrial‑grade results outside a factory. Dual extrusion can support all of this when used correctly. Used the wrong way, it often creates more problems than it solves.
So what does this look like in practice? This article explains how dual extrusion works and why it matters for industrial FDM, especially in everyday production. It then walks through how to use it for strong, reliable multi‑material printing, covering core techniques, common mistakes, system choices like IDEX, and future trends. The focus stays practical: clean prints, repeatable workflows, and parts you can count on.
What Dual Extrusion Really Means in Industrial FDM
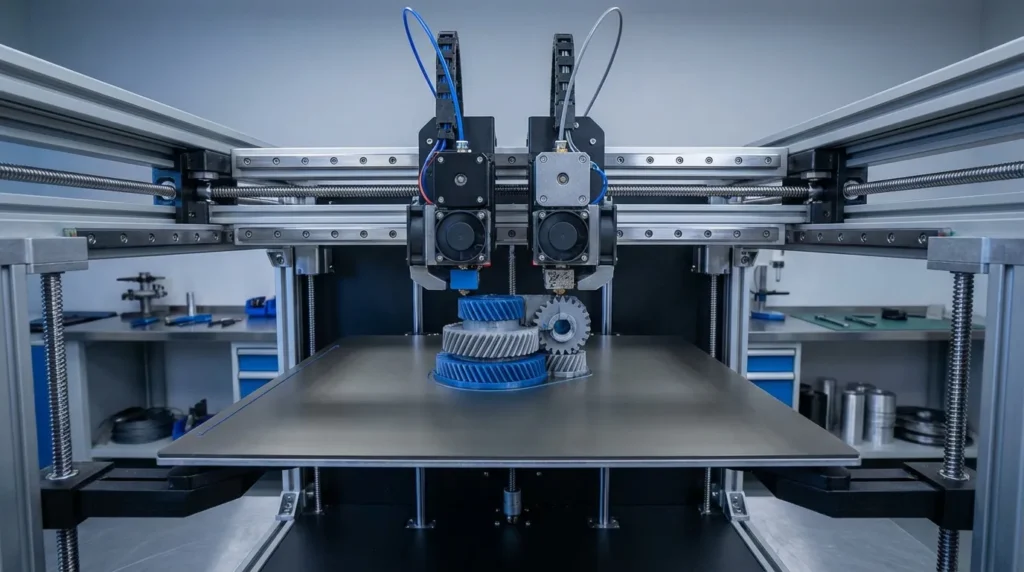
Dual extrusion means printing with two different filaments in one build. Each material has its own extruder and hotend, which is simple in day-to-day use. The finished part can include two materials or two colours in the same print. In industrial work, colour is usually just a bonus. What matters more is part performance, process reliability, and whether it holds up on the production line every day.
One clear benefit is combining rigid and flexible areas in a single part, something engineers spot right away. Structural plastics can also be paired with soluble supports, making complex shapes easier than pushing everything through one material. This often means fewer separate parts and much less post-processing. Production time often drops too. Market data shows material extrusion is still the fastest-growing method for functional parts and tooling, and it keeps growing.
| Metric | Value | Year |
|---|---|---|
| Global 3D printing market size | USD 29.3B | 2025 |
| FDM market size | USD 2.8B | 2024 |
| Dual extruder market CAGR | 12.5, 15% | 2026, 2033 |
For industrial engineers, this growth points to real maturity. Dual extrusion has moved past early experiments and is stable enough for repeatable production workflows. That didn’t happen overnight. Improvements like high-temperature hotends, more reliable motion systems, and firmware such as Klipper removed many early limits. Overall, it has made a real difference.
I believe that in 2026 Material Extrusion is going to gain further momentum as a mass manufacturing production technology for mechanical components. Material Extrusion has an edge in economic viability, speed, flexibility, and robustness over other additive manufacturing technologies.
Core Dual Extrusion Techniques That Deliver Real Value
Not all multi-material printing works the same way, and that’s where people often get tripped up. The biggest gains usually come from picking the right technique for the job, not from mixing materials and hoping it turns out fine (we’ve all seen how that can go wrong). Many strong industrial results start with soluble support printing, which is still the most common and useful option. One extruder prints the main part, while the second lays down a support that dissolves in water or a chemical solution after printing. It’s a simple idea, but the payoff is often bigger than people expect.
What makes this setup so useful is what it allows you to print. Internal channels, deep undercuts, complex shapes, and tight enclosed features are much easier to produce with clean internal surfaces. You don’t have to dig out supports by hand or worry about snapping thin walls by accident. That usually saves a lot of labor and lowers the chance of damaging finished parts. In tooling and fixtures, teams often cut several hours from finishing time because cleanup is minimal. Less mess, less stress, and fewer ruined parts.
Functional material pairing is another technique that delivers real value, even though it often gets overlooked. A common example is printing rigid plastic alongside flexible TPU, which lets seals or hinges be built directly into the part. This often replaces extra components like rubber inserts or fasteners. Engineers frequently pair nylon with TPU for snap fits, flexible zones, or living joints that handle repeated movement. One print, multiple functions, fewer headaches.
Dual-material strength tuning is also more common in production than many people realize. High-stress areas are reinforced with a tougher polymer, while the rest of the part stays lightweight and easier to handle. This approach is widely used in jigs and end-of-arm tooling, so it’s practical, not experimental. Ian Wright from Ultimaker points out that multi-material extrusion supports functionally graded parts, cutting down assembly steps and post-processing in industrial workflows. Fewer steps overall, and that usually adds up quickly.
Hardware Approaches: IDEX vs Shared Nozzle Systems
The hardware behind dual extrusion affects reliability more than many people expect, especially on longer prints. In real use, the choice usually comes down to two options: shared nozzle systems or independent dual extrusion, known as IDEX. It may sound simple, but the impact often shows up later in everyday results.
Shared nozzle systems feed two filaments through a single hotend. They cost less and are easier to build and maintain, which explains why they’re appealing early on. Over time, issues can appear. Colour bleed and material mixing are more common, and in industrial settings this can lead to scrap parts or surprise downtime during long runs. When timelines are tight, that kind of delay hurts.
IDEX systems use two separate toolheads on the same gantry. Each extruder has its own hotend and nozzle, which usually cuts down on cross‑contamination. This setup also gives better temperature control and supports mirror or parallel printing when repeat output matters.
| Feature | Shared Nozzle | IDEX |
|---|---|---|
| Material contamination risk | Higher | Low |
| Parallel printing | No | Yes |
| Calibration complexity | Lower | Higher |
| Industrial reliability | Medium | High |
For Australian manufacturers with short production cycles, IDEX often makes sense despite the extra setup at the start. After calibration, cleaner parts and steadier uptime are common. That’s why platforms like RatRig V‑Core stay popular: they support this level of precision while still allowing future upgrades.
Calibration and Process Control: Where Most Fail
What usually trips people up with dual extrusion isn’t the hardware. More often, problems come from calibration drifting out of spec, and that happens more than most teams like to admit. When nozzle offsets are even a little off, misalignment shows up right away. Temperature or retraction problems, on the other hand, tend to show up as weak bonding, stringing, or random blobs. These issues often look similar, which makes it easy to chase the wrong cause.
In many cases, the biggest improvements come from mechanical alignment. Both nozzles need to be square and set to the same height, because even a tiny Z offset can quietly ruin first layers and stack up errors later on. After that, XY offset calibration makes sure both materials actually line up in the print. A common and useful approach in industrial shops is to print a simple calibration part and store the offsets in firmware, so future jobs don’t rely on guesswork.
Thermal control is just as important. Each material needs its own tuned temperature and cooling settings, and default profiles rarely hold up, especially at higher speeds. At 250 mm/s, materials behave very differently than they do at 60 mm/s, and those differences are obvious.
Material pairing also matters. PLA and PETG often bond poorly and can peel apart under load, so engineers usually test combinations first, often with a small functional bracket, instead of learning the hard way later.
High-Speed Dual Extrusion and the Future of Production FDM
High-speed FDM has changed what people expect from everyday production. Speeds close to 300 mm/s now feel normal, often thanks to a well-tuned motion system and firmware that’s set up properly, which people sometimes miss. Dual extrusion has kept pace with that change. Servo-driven extruders and improved hotends usually provide steadier flow and more reliable prints, and the improvement is easy to spot pretty quickly.
| Capability | Typical Gain | Impact |
|---|---|---|
| Print speed | Up to 300 mm/s | Shorter cycle times |
| Cycle time reduction | 30%+ | Higher throughput |
| Extrusion force | ~67% increase | Stable multi-material flow |
We’re finally moving past the wow factor and into true, scalable adoption… we now have reliable, high-temperature machines and dialed-in material profiles that allow engineers to create immediately usable products right from the desktop.
In Australia, this shift often supports reshoring and shorter tooling cycles, which matter in daily work. Print farms are more often replacing CNC for low-volume parts in many situations. Dual extrusion adds more options to those parts and usually helps jobs finish faster, with less material swapping and less hands-on time. That often means less waiting on your end.
Putting Dual Extrusion to Work in Your Own Setup
The most important part of dual extrusion often comes before picking any hardware: understanding what you want it to solve. Are you aiming for faster support removal, or do you want flexible sections added to rigid parts? That choice usually shapes everything that comes next, more than many people expect at first. Hardware and materials work best when they are chosen for one clear goal, not pushed to handle every use case. Trying to do everything at once is a common mistake that causes problems later.
Calibration and documentation need more attention than most setups receive. Saved profiles for each material pair can remove a lot of guesswork down the line. Consistent filament storage also helps reduce moisture problems, and simple habits like this are easy to miss. Sticking to a small set of proven material combinations often lowers operator errors and shortens training, instead of reducing flexibility.
For educators and engineers, dual extrusion often works as both a teaching tool and a way to finish parts faster. Advanced hobbyists often see it as a route to professional-level results without switching platforms. With the right process, dual extrusion and multi-material printing usually lead to stronger parts and shorter print times in modern FDM setups.
